
In this year of our 45th anniversary, now is an ideal time to reflect on how commitment to continuous improvement, teamwork, and partnerships with customers like you have allowed us to reach this milestone.

In this year of our 45th anniversary, now is an ideal time to reflect on how commitment to continuous improvement, teamwork, and partnerships with customers like you have allowed us to reach this milestone.
Topics: Advance Welding News, News & Events, Success Stories
![[Success Story] Electron Beam Welding for the Aerospace Industry](https://blog.theperfectweld.com/hubfs/Blog%20Images/Aerospace%20Electron%20Beam%20Welding.png)
When an FAA customer asked us to repair a bearing seal support with only two days' notice, we welcomed the opportunity to prove its dedication to satisfying their expectations.
Topics: Electron Beam Welding, Success Stories

A client of ours in the Aerospace/Aviation industry recently contracted us to provide electron beam welding, heat treatment, and inspection services for the radial drive shaft assembly highlighted here. We are certified to G.E. P8TF1 CL-A requirements and are uniquely capable of completing this project with a high level of integrity.
Topics: Electron Beam Welding, Success Stories

When a Mississippi manufacturing client asked us to produce 30,000 assemblies for an air conditioning application, our team of designers and welders set right to the task of helping out.
The assembly process consisted of laser welding and electron beam welding.
Topics: Electron Beam Welding, Success Stories, Laser Welding

Demonstrating our expertise in using cutting-edge technologies to their full potential, we produced the double spring assembly highlighted here for a client in the automotive industry.
Topics: Electron Beam Welding, Success Stories
The distance tube assembly pictured here is one example of the many projects we do for clients in the ground-based turbine and power generation industry. Our many industry certifications, metallurgic expertise, and electron beam welding capabilities allow us to create precise welds with minimal distortion and stress on the workpiece.
Topics: Electron Beam Welding, Success Stories

A Virginia nuclear physics laboratory asked us to improve the quality of welds in vacuum chambers used in its’ research equipment. The client was seeking a way to minimize excess heat input, distortion, and variation in magnetic properties that result from conventional fusion welding.
Topics: Electron Beam Welding, Success Stories

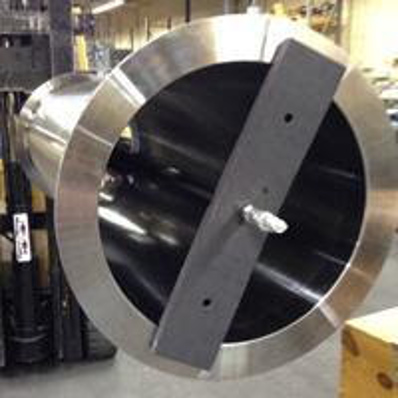
An oil and gas client in New York commonly asks us to apply our electron beam welding capabilities to steam turbine diaphragms.
Following customer specifications, the part, shown photographed below, was electron beam welded using a custom rotary fixture. The part consisted of low carbon/stainless steel materials and had an ultimate height of 4.5" and an outside diameter of 73". The welding requirements included a weld penetration depth of .900" (partial) from each side, at diameters of 44" and 67".
Topics: Electron Beam Welding, Success Stories
CONNECT WITH US

