

Why select Electron Beam Welding (EBW)?
Advance Welding offers a wide range of manufacturing processes for design engineers and supply chain managers to select from, including EBW. Our team of seasoned professionals is here to help you weigh the benefits and tradeoffs of EBW as compared to other processes that we offer such as Gas Tungsten Arc Welding (GTAW/TIG), laser beam welding (LBW) and others. A key characteristic of EBW is high energy density: the minimum volume of metal is melted with the minimum heat input for a given depth of penetration. Another important characteristic is that EBW occurs under vacuum within a chamber.
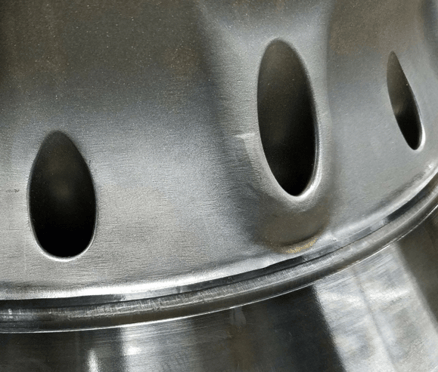 EB Welded Aerospace Component
EB Welded Aerospace Component
These characteristics yield distinct advantages, including:
- Weld penetration ranging from less than .010” to over 2” with a single pass;
- Minimal distortion;
- High purity welds, free from strength-reducing atmospheric contaminants;
- Exceptional process repeatability.
- Ability to work with high melting point / high heat capacity metals, including copper and refractories;
- Ability to weld together dissimilar metals with widely varying thermal properties;
- Ability to weld heat-sensitive electronic components into evacuated and hermetically sealed enclosures;
- Ability to weld heat treated and case-hardened parts, such as gears, damage-free;
The special characteristics of EBW also sometimes result in certain challenges, which we can help mitigate though a consultative review of your unique application:
- Size of parts is limited by welding chamber envelop and motion system travel;
- Welding cycle time is driven by vacuum “pump-down” time;
- Part specific fixturing and work holding equipment is sometimes extensive;
- Production welding is oftentimes preceded by an extensive development process.
What is EBW?
Electron Beam Welding technology operates with the same principle as a cathode ray tube (CRT) television, or an x-ray system used for medical imaging, except with much greater power and intensity.
A stream of electrons traveling at close to the speed of light through vacuum is focused to a spot (approximately .010” in diameter) on the surface of the workpiece. Upon impact, the kinetic energy of the electrons is transformed into thermal energy, which results in what we call a “keyhole,” wherein the area of the workpiece around the beam is vaporized. As the weld joint is traversed under the beam, the metal is successively melted, vaporized, recondensed, and solidified. No filler is needed.
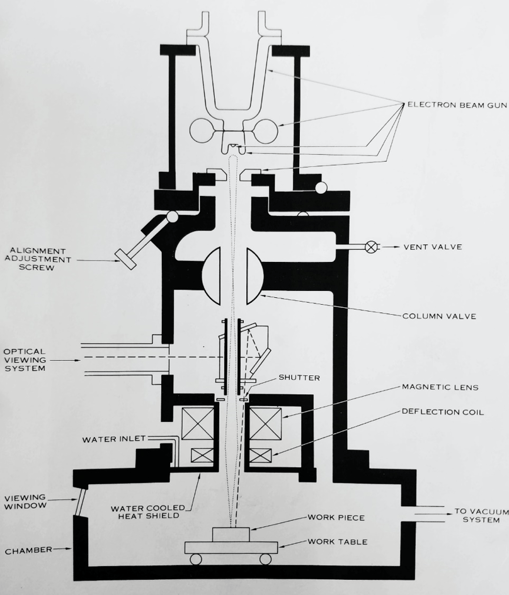 EBW Machine Schematic From Vintage Operator’s Manual
EBW Machine Schematic From Vintage Operator’s Manual
Because filler wire is not added, parts designed for EBW typically incorporate a “square groove” type joint configuration, where the two components are butted up squarely with a tight fit. This contrasts the typical V-groove joint specified for manual welding processes such as GTAW that utilize filler material.
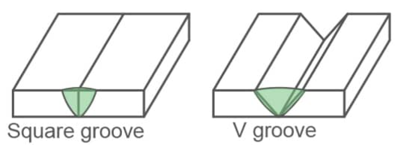
Square Groove for EBW – V Groove for GTAW
The components to be joined are clamped together with fixturing and mounted to a motion system which manipulates the part under the beam. Round parts are welded using a rotary stage. Parts with a linear or curvilinear joint are welded using a CNC XY motion system.
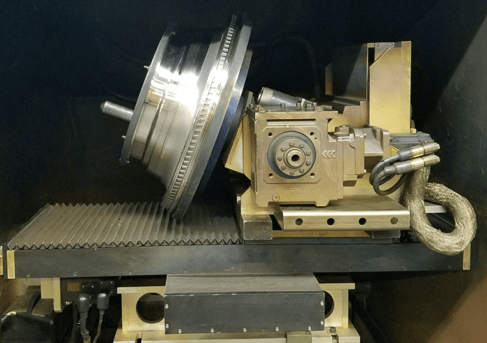
5 Axis CNC Motion (Rotary / Tilt / XYZ)
Because the process occurs in a vacuum chamber (negating the need for shield gas), the welding operator controls and supervises the process at a console. The process is visualized through a system of mirrors or prisms and telephoto optics that provide a zoomed-in view. This allows the operator to maintain quality throughout the welding cycle.
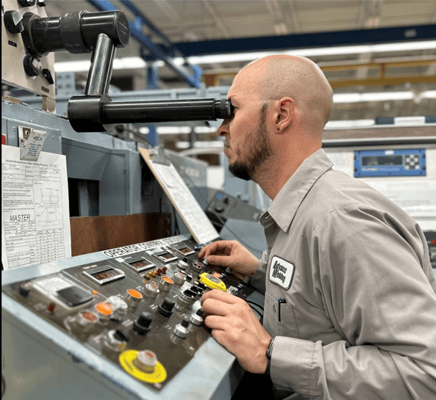 Operator Console
Operator Console
Top 5 Benefits: Could EBW be the Solution to Your Manufacturing Problem?
1. Wide-ranging depth of penetration.
The wide-ranging weld penetration of EBW makes the impossible possible. We can process parts small enough to fit in your hand, with weld penetration precisely controlled down to less than 0.010” deep.

Gas Turbine Blade Metering Plate Weld – Penetration 0.035”
At the other end of the spectrum, Advance Welding is well equipped to handle parts for heavy industry weighing over 3 tons, with penetration requirements exceeding 1”.
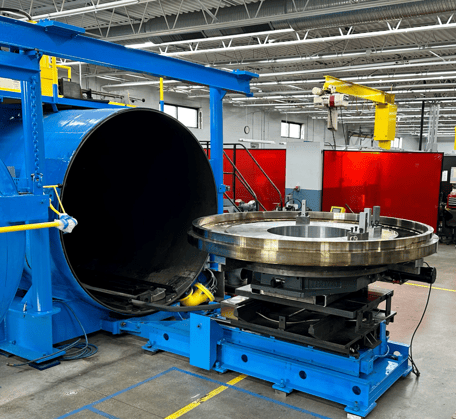
Steam Turbine Stator Getting Set for Pump-Down.
Weight 6000+ lb / Penetration 1-1/4+"
Distortion occurs anytime we melt metal, however EBW features absolutely minimal distortion because the weld profile is exceptionally narrow. Welds with penetration over 1” can be as narrow as .060”, or less. The benefit of low distortion is reduced or eliminated post weld machining, as compared to parts welded with conventional processes. This benefit is especially valuable when welding parts that cannot be machined after welding, such as case-hardened gears.
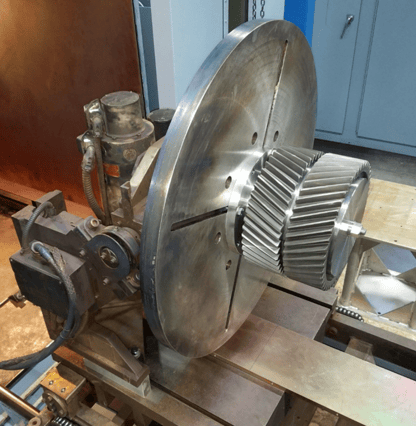
Electron Beam Welded Double Helical Gear

Double Helical Gear Metallographic Specimen: 1.3” Penetration / 0.060” Weld Width
3. High purity welds, free from strength-reducing atmospheric contaminantsIn order for electrons to accelerate and travel without restriction, the beam must be generated in an evacuated environment with maximum pressure on the order of 10-3 Torr. A side benefit of this environment is the absence of oxygen and nitrogen that would otherwise react with the molten weld puddle. As a result, highly reactive aerospace alloys such as titanium can be welded with assurance that the highest level of quality will be achieved without the need for shield gas such as argon.
4. Exceptional process repeatability.EBW is automatic, or semi-automatic: The process is comprehensively defined and documented in the part-specific weld procedure and CNC motion programing. The operator uploads pre-defined parameters to the equipment and then supervises the process with minimal intervention. A second operator always verifies the machine setup prior to the start of work. As a result, high repeatability is achieved from part to part, from lot to lot and from year to year.
5. Ability to work with high melting point metals, including copper and refractories.EBW allows us to work with metals that are extremely challenging or impossible to weld with conventional processes. Specialty alloys such as Titanium-Tirconium-Molybdenum and Niobium-Zirconium, with melting points over 4750 0F laugh in the face of a TIG torch, yet begrudgingly acquiesce to a focused beam of electrons.
 Titanium-Zirconium-Molybdenum “Heat Pipe” EB Weldment – Melting Point 4750 0F
Titanium-Zirconium-Molybdenum “Heat Pipe” EB Weldment – Melting Point 4750 0F
How We Help You Overcome Potential Challenges
1. Size of parts is limited by welding chamber envelop and motion system travel.Advance Welding is equipped with one of the largest EB weld chambers in the US, measuring 90” Diameter x 192” Length, with a chamber extension measuring 28” Diameter x 96” Length. We are able to process the largest of components in aircraft turbine engines, including the Low Pressure Turbine Case.
2. Welding cycle time is driven by vacuum “pump-down” time;Our 90” diameter EBW machine would be cost prohibitive to use for welding small parts, but fortunately Advance Welding is equipped with 5 additional EBW machines of graduated chamber size and correspondingly quicker pump-downs. Our smallest machine features a 12” cube chamber, capable of fast and efficient cycle times. In addition, we are equipped with multi-position work holding fixtures that allow us to chamber a multitude of parts per load. The benefit to our customers is available high volume throughput.
Fast-Cycle EBW Machine
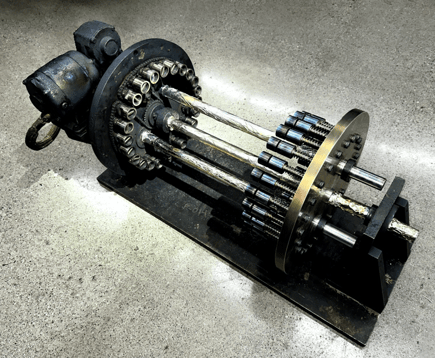
Stock Tooling – 24 Position Welding Rotary with Adjustable Tailstock
3. Part specific fixturing and work holding equipment is sometimes extensive.Over the years, Advance Welding has amassed an arsenal of stock tooling to allow remote manipulation of parts while under vacuum. For applications where custom tooling is required, we can tackle basic requirements with our in-house engineering, machining and fabrication capabilities. More demanding solutions are sourced through our relationships with local tooling design/build vendors.
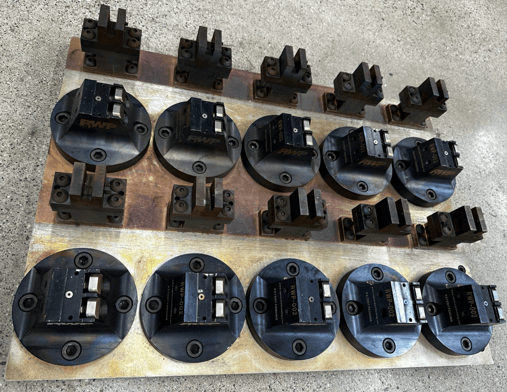
Custom EBW Fixture – 10 Parts per Load
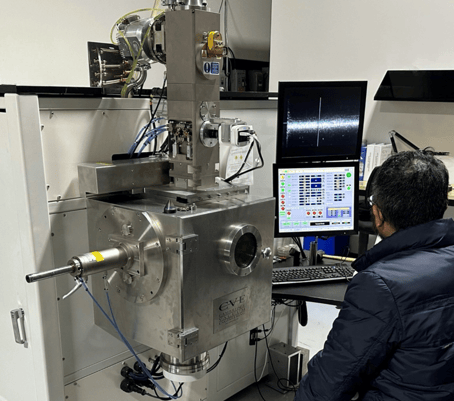
4. Production welding is oftentimes preceded by an extensive development process.Weld development is an iterative experimental process which involves the repeated welding, sectioning, and metallographic evaluation of test parts until the desired characteristics are achieved. We will help you design weld test coupons that optimize cost while providing a sufficiently accurate model of a part’s thermal characteristics; this is in order to avoid scrapping high value production parts for use in development. Our internal weld metallography lab facilitates quick weld test cycle times. Our team of skilled technicians harness their combined decades of experience to make every test weld count, ensuring a speedy path to production welding.
The Advance Welding Difference
What makes Advance Welding different? – a continuous commitment to quality. Quality is not a buzzword here, it’s our relentless pursuit of the ultimate customer service experience. Quality to us isn’t something we discuss in meetings; Quality is our continuing effort to employ the most highly trained and skilled welders in the industry. Quality is testing state of the art equipment and purchasing the tools that allow us to do the best job. Quality is our long list of certifications. Quality is everything that we do, and shows in everything that we create.
With the specialized capability of EBW, we can partner with customers large and small, around the world to overcome the most difficult manufacturing challenges. Let us collaborate with you every step of the way from design conception to production. We exist to make your vision a reality and are proud to offer the same high level of service directly to major aerospace and defense OEMs as to small machining job shops.
To experience the benefits of EBW, Contact Us.

